Į³─ĻüĒ(l©ói)Ż¼ļSų°ć°(gu©«)ā╚(n©©i)Ė„ŠĒ¤¤ÅS╝╝Ė─ĒŚ(xi©żng)─┐Ą─ķ_š╣Ż¼ī”(du©¼)╚ń║╬ūŅ┤¾Ž▐Č╚Ąž└¹ė├║═ĮM║ŽįO(sh©©)éõĪóųŲįņ╠ž╔½«a(ch©Żn)ŲĘĪó╠ßĖ▀«a(ch©Żn)ŲĘŲĘ┘|(zh©¼)ĪóĮĄĄ═╝ė╣ż╣ż╦ćōp║─ĪóĮ©┴óŽÓæ¬(y©®ng)ŲĘ┼ŲĄ─ĘųĮM╝ė╣ż┼õĘĮ─Ż╩Į▀M(j©¼n)ąą┴╦ÅVĘ║Ą─蹊┐║═╠ĮėæĪŻļSų°ĘųĮM╝ė╣ż╝╝ąg(sh©┤)Ą─蹊┐┼cæ¬(y©®ng)ė├Ż¼įŁ▓╔ė├śõą═ĮY(ji©”)śŗ(g©░u)▒Ēš„╚½┼õĘĮ╝ė╣żųą┼·┤╬Ė·█ÖūVŽĄĄ─ĘĮĘ©į┌ĘųĮM╝ė╣żųąęč▓╗▀mė├Ż¼Č°ŠĒ¤¤┼·┤╬Ė·█ÖūVŽĄĄ─Į©┴ó╩ŪŠĒ¤¤Ų¾śI(y©©)MESŽĄĮy(t©»ng)ųą┘|(zh©¼)┴┐ūĘ╦▌║═╔·«a(ch©Żn)ąį─▄Ęų╬÷Ą─╗∙ĄA(ch©│)Ż¼ę“┤╦Į©┴óĘųĮM╝ė╣żųą┼·┤╬Ė·█ÖūVŽĄŠ▀ėąųžę¬Ą─¼F(xi©żn)īŹ(sh©¬)ęŌ┴xĪŻė╔ė┌─┐Ū░ĘųĮM╝ė╣ż╝╝ąg(sh©┤)į┌ć°(gu©«)ā╚(n©©i)▀Ć╠Äė┌Ų▓ĮļAČ╬Ż¼╔ą╬┤ą╬│╔ę╗╠ūŽĄĮy(t©»ng)Ą─Īó┐ŲīW(xu©”)Ą─╝╝ąg(sh©┤)ĘĮĘ©Ż¼╠žäe╩Ūī”(du©¼)ĘųĮM╝ė╣żųą┼·┤╬Ė·█ÖūVŽĄĄ─Į©┴ó▀Ćī┘ė┌┐š░ūĪŻ×ķ┤╦Ż¼▓╔ė├ėąŽ“łD▒Ēš„ĘųĮM╝ė╣żųą┼·┤╬ų«ķgĄ─Å═(f©┤)ļsĻP(gu©Īn)ŽĄŻ¼▀M(j©¼n)Č°Į©┴óŠĒ¤¤┼·┤╬Ė·█ÖūVŽĄŻ¼ų╝į┌×ķĘųĮM╝ė╣żųąMESŽĄĮy(t©»ng)┼·┤╬╣▄└Ē─ŻēKĄ─Į©┴ó║═īŹ(sh©¬)╩®╠ß╣®ę└ō■(j©┤)ĪŻ
1 é„Įy(t©»ng)Ą─┼·┤╬╣▄└Ē╝╝ąg(sh©┤)
═©│Ż┐╔ęįīó═¼ę╗┼·įŁ┴ŽĪó═¼ę╗éĆ(g©©)░Ó┤╬Īó═¼ę╗ĮM(┼_(t©ói))įO(sh©©)éõ╔·«a(ch©Żn)Ą─═¼ę╗ęÄ(gu©®)Ė±Ą─│╔ŲĘ╗“░ļ│╔ŲĘĘQ×ķę╗éĆ(g©©)╔·«a(ch©Żn)┼·┤╬ĪŻ┼·┤╬╣▄└Ēū„×ķŠĒ¤¤Ų¾śI(y©©)MESŽĄĮy(t©»ng)ųąĄ─ę╗éĆ(g©©)║╦ą──ŻēKŻ¼×ķ╣▄└Ēš▀┴╦ĮŌ╔·«a(ch©Żn)▀M(j©¼n)Č╚Īó«a(ch©Żn)ŲĘ┴„│╠Ą─ą┼Žó╠ß╣®┴╦öĄ(sh©┤)ō■(j©┤)ų¦│ųŻ╗┼·┤╬Ė·█Ö╩ŪųĖ░┤╔·«a(ch©Żn)┼·┤╬╠¢(h©żo)Ż¼ī”(du©¼)│╔ŲĘ╗“░ļ│╔ŲĘÅ─įŁ▓─┴Ž▌ö╚ļĄĮ«a(ch©Żn)ŲĘ«a(ch©Żn)│÷Ą─š¹éĆ(g©©)╔·«a(ch©Żn)ųŲįņ▀^(gu©░)│╠▀M(j©¼n)ąąĖ·█ÖŻ¼ęį╚½├µĮ©┴óŽÓĻP(gu©Īn)ėøõøĄ─▀^(gu©░)│╠ĪŻ┼·┤╬╣▄└ĒĖ·█ÖūVŽĄĄ─Į©┴óĪŻ┐╔ęįų▒ė^┴╦ĮŌš¹éĆ(g©©)╔·«a(ch©Żn)▀^(gu©░)│╠ųą┼·┤╬Ą─śŗ(g©░u)│╔ą┼Žó║═ŽÓ╗źĻP(gu©Īn)ŽĄŻ¼×ķ«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐╗ž╦▌╠ß╣®öĄ(sh©┤)ō■(j©┤)ų¦│ųĪŻ
─┐Ū░ŠĒ¤¤Ų¾śI(y©©)ę╗░Ń▓╔ė├ČÓéĆ(g©©)╔·«a(ch©Żn)▓┐ķTĄ─ĮY(ji©”)śŗ(g©░u)Ż¼├┐éĆ(g©©)▓┐ķTōĒėąę╗Śl═Ļš¹Ą─ųŲĮzŠĆ║═ų┴╔┘ę╗éĆ(g©©)ŠĒ░³▄ćķgŻ¼Ą½╚▒Ę”╬’┴„ŽĄĮy(t©»ng)ĪŻųŲĮz╔·«a(ch©Żn)╩ŪĄõą═Ą─┴„╦«ŠĆū„śI(y©©)Ż¼╣ż╦ć▓╝ŠųųąĖ„╣żą“═∙═∙▓╔ė├┤«┬ō(li©ón)Īó▓ó┬ō(li©ón)Īó└@▀^(gu©░)ĪóĘĄ╗žĄ╚ĘĮ╩ĮĮM│╔╣żČ╬Ż¼ŽÓ╗źŃĢĮėą╬│╔«a(ch©Żn)ŲĘ╝ė╣ż─▄┴”ĪŻĖ∙ō■(j©┤)Ė„╣żą“Č╬╦∙│ąō·(d©Īn)Ą─╣ż╦ć╚╬äš(w©┤)▓╗═¼Ż¼īóųŲĮz▀^(gu©░)│╠Ęų×ķ╚¶Ė╔éĆ(g©©)╣żČ╬Ż¼▀@ą®╣żČ╬ęį┘A╣±ū„×ķ▀BĮė╩ųČ╬Ż¼ą╬│╔ųŲĮz╔·«a(ch©Żn)Ą─ėąÖC(j©®)š¹¾wĪŻ▀@ĘN╔·«a(ch©Żn)ĘĮ╩Įį┌ųŲĮzĄ─ØÖ(r©┤n)╚~ļAČ╬░┤ŲĘ┼Ųą“┴ą(└²╚ńįŲ¤¤▄øšõ)▀M(j©¼n)ąą▓╗═¼Ą╚╝ē(j©¬)¤¤╚~Ą─ĮM║Ž┼·┤╬╝ė╣żŻ¼Ųõ╚▒³c(di©Żn)į┌ė┌▓╗═¼Ą╚╝ē(j©¬)Ą─¤¤╚~▓╗─▄Ė∙ō■(j©┤)Ųõ╬’└ĒĪó╗»īW(xu©”)╠žąį▀M(j©¼n)ąąĘųĮM╝ė╣żŻ¼╚▒Ę”╚ßąįŻ¼▓╗Ę¹║ŽŠ½╝Ü(x©¼)╗»╔·«a(ch©Żn)Ą─ę¬Ū¾Ż╗ę╗Śl╔·«a(ch©Żn)ŠĆų╗─▄╔·«a(ch©Żn)ę╗ĘN╣╠Č©Ą─įŁ┴ŽŻ¼Ė─ūā▌^└¦ļyŻ¼ī┘ė┌äéąįųŲĮz╔·«a(ch©Żn)Ż¼┼cų«ŽÓ┼õ║ŽĄ─┼·┤╬╣▄└ĒāHāH╩Ūßśī”(du©¼)ŠĒ░³ŠĆ║═ųŲĮzŠĆĘųäe▀M(j©¼n)ąąå╬¬Ü(d©▓)┼·┤╬╣▄└ĒĪŻ
ė╔ė┌ųŲĮz┼cŠĒ░³ī”(du©¼)ė┌┼·┤╬Ą─Č©┴x▓╗═¼Ż¼╔§ų┴į┌ŠĒ░³▄ćķg▓óø](m©”i)ėą├„┤_Ą─┼·┤╬Ė┼─ŅŻ¼ųŲĮzČ╬║═ŠĒ░³Č╬╩ŪöÓķ_Ą─Ż¼¤o(w©▓)Ę©▀M(j©¼n)ąąŠ½┤_Ą─ŃĢĮėŻ¼Å─Č°╩╣╗ž╦▌▀^(gu©░)│╠ų╗─▄ĄĮ▀_(d©ó)ŠĒ░³ÖC(j©®)┼_(t©ói)Ż¼▓╗─▄Š½£╩(zh©│n)Ąž╗ž╦▌ĄĮųŲĮz▀^(gu©░)│╠Ż¼ūĶĄK┴╦Š½╝Ü(x©¼)╗»╔·«a(ch©Żn)╣▄└ĒĄ─īŹ(sh©¬)¼F(xi©żn)ĪŻ
2 ĘųĮM╝ė╣żųąĄ─┼·┤╬╣▄└Ē╝╝ąg(sh©┤)
2.1 ŠĒ¤¤ĘųĮM╝ė╣ż╝╝ąg(sh©┤)
ŠĒ¤¤╔·«a(ch©Żn)ĘųĮM╝ė╣żę╗░ŃĘų×ķųŲĮzŲ¼ģ^(q©▒)Īó╬’┴„Ų¼ģ^(q©▒)║═ŠĒ░³Ų¼ģ^(q©▒)ĪŻęŖłD1ĪŻ
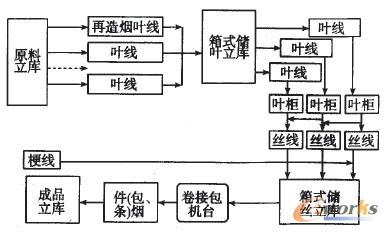
łD1 ĘųĮM╝ė╣ż╔·«a(ch©Żn)┴„│╠╩ŠęŌłD
(1)ųŲĮzŲ¼ģ^(q©▒)Ęų×ķųŲĮzų„ŠĆģ^(q©▒)║═╣ŻŠĆĪŻųŲĮzų„ŠĆÅ─įŁ┴Ž┴ó¾wé}(c©Īng)Äņ(k©┤)(ęįŽ┬║å(ji©Żn)ĘQĪ░┴óÄņ(k©┤)Ī▒)═Č┴Žķ_╩╝Ż¼ęį¤¤Įz▀M(j©¼n)╚ļ¤¤Įz┴óÄņ(k©┤)ĮY(ji©”)╩°ĪŻųŲĮzų„ŠĆģ^(q©▒)ė╔ČÓŚlųŲĮzŠĆśŗ(g©░u)│╔Ż¼ųŲĮzŠĆĘų×ķŲ¼¤¤╠Ä└ĒŪ░Č╬ĪóŲ¼¤¤╠Ä└Ē║¾Č╬╝░ųŲĮz╠Ä└ĒČ╬3Č╬Ż¼Ų¼¤¤Ū░║¾Č╬ęį╚~Äņ(k©┤)×ķŃĢĮė╩ųČ╬Ż¼Ų¼¤¤╠Ä└Ē║¾Č╬║═ųŲĮz╠Ä└ĒČ╬ęįā”(ch©│)╚~╣±×ķŃĢĮė╩ųČ╬ĪŻ┤“╚~Å═(f©┤)┐ŠļAČ╬ī”(du©¼)å╬Ą╚╝ē(j©¬)¤¤╚~▀M(j©¼n)ąąųžą┬ĮM║Žą╬│╔Ą──ŻēK╗»¤¤╚~įŁ┴ŽŻ¼ČÓŚl╚~ŠĆ┐╔Ė∙ō■(j©┤)▓╗═¼─ŻēK¤¤╚~Ą─╬’└Ē╠žąįĪó╗»īW(xu©”)╠žąįĘųäe▀M(j©¼n)ąą╝ė╣żŻ¼įō╔·«a(ch©Żn)ĘĮ╩Į─▄ē“▀mæ¬(y©®ng)╚ßąį╗»╔·«a(ch©Żn)║═Š½╝Ü(x©¼)╝ė╣żĄ─ę¬Ū¾ĪŻ
(2)╬’┴„Ų¼ģ^(q©▒)Ęų×ķįŁ┴Ž┴óÄņ(k©┤)Īó¤¤╚~┴óÄņ(k©┤)Īó¤¤Įz┴óÄņ(k©┤)║═│╔ŲĘÄņ(k©┤)ĪŻ▓╗═¼Ą╚╝ē(j©¬)Ą─¤¤╚~Įø(j©®ng)▀^(gu©░)╚~ŠĆ╠Ä└Ē║¾ĘųäeĘ┼╚ļ¤¤╚~┴óÄņ(k©┤)┤µā”(ch©│)Ż¼┐╔Ė∙ō■(j©┤)▓╗═¼─ŻēK║Ž└Ē░▓┼┼╝ė╣ż║¾Ą─┤µā”(ch©│)Ģr(sh©¬)ķgĪŻ└¹ė├Žõūėīó¤¤Įz┤µĘ┼į┌ā”(ch©│)Įz┴óÄņ(k©┤)ųąŻ¼┐╔ØMūŃČÓéĆ(g©©)┼Ų╠¢(h©żo)╗“═¼ę╗éĆ(g©©)┼Ų╠¢(h©żo)Ą─ČÓéĆ(g©©)ą“┴ąĄ─ŠĒ░³ŠĆ╔·«a(ch©Żn)Ż¼ę▓┐╔ØMūŃŠo╝▒ŪķørŽ┬Ą─ąĪ┼·┴┐ėåå╬╔·«a(ch©Żn)ĪŻ
(3)ŠĒ░³Ų¼ģ^(q©▒)ė╔¬Ü(d©▓)┴óĄ─ŠĒĮė░³ÖC(j©®)ĮMū„×ķ¬Ü(d©▓)┴ó╠Ä└Ēå╬į¬Ż¼ęį¤¤Įz┴óÄņ(k©┤)ųąĄ─╣®Įzš±▒Pū„×ķ¤¤Įz┴óÄņ(k©┤)║═ŠĒ░³ŠĆĄ─ŃĢĮė╩ųČ╬ĪŻ
2.2 ųŲĮzŠĆ┼·┤╬╣▄└Ē
Ė∙ō■(j©┤)╣ż╦ćę¬Ū¾Ż¼į┌┤“╚~Å═(f©┤)┐ŠļAČ╬╩ūŽ╚ī”(du©¼)¤¤╚~▀M(j©¼n)ąąå╬Ą╚╝ē(j©¬)╝ė╣żŻ¼╚╗║¾Ė∙ō■(j©┤)¤¤╚~Ą─╬’└ĒĪó╗»īW(xu©”)║═Ėą╣┘╠žąįĄ─ŽÓ╦ŲČ╚▀M(j©¼n)ąąųžĮM║¾ą╬│╔─ŻēK╗»¤¤░³Ż¼─ŻēK¤¤╚~Ą─Ė┼─Ņ┐╔ęįę╗ų▒čė╔ņĄĮ╚~Äņ(k©┤)╚ļÄņ(k©┤)Ū░Ż¼╚~Äņ(k©┤)│÷Äņ(k©┤)║¾▀M(j©¼n)ąą─ŻēK╗ņ║Žą╬│╔ŲĘ┼Ųą“┴ąŻ¼ę▓┐╔ęįčė╔ņĄĮā”(ch©│)Įz╣±Ū░Ą─ōĮ┼õ╣±ĪŻį┌ā”(ch©│)Įz╣±Ū░┼õų├ėąČÓéĆ(g©©)ōĮ┼õ╣±║═ČÓ┼_(t©ói)ĦļŖūė│ėĄ─ōĮ┼õŠĆŻ¼┐╔▀M(j©¼n)ąą─ŻēK╗ņ║ŽōĮ┼õ╝░╣ŻĮzōĮ┼õĄ╚Ż¼ōĮ┼õ═Ļ│╔║¾▀M(j©¼n)╚ļā”(ch©│)Įz╣±Ż¼╚ń╣¹▀xō±╚~Äņ(k©┤)│÷Äņ(k©┤)ū„×ķ─ŻēKōĮ┼õ³c(di©Żn)Ż¼ät┤╦╠ÄāH═Ļ│╔╣ŻĮzĪó╗žĮzĄ╚ōĮ┼õŻ¼ę“┤╦┐╔Ė∙ō■(j©┤)▓╗═¼å╬╬╗Ą─╣ż╦ćę¬Ū¾┤_Č©ŲĘ┼Ųą╬│╔³c(di©Żn)Ż¼ā”(ch©│)Įz╣±¤¤Įz▀M(j©¼n)╚ļ╝ėŽŃÖC(j©®)═Ļ│╔╝ėŽŃ║¾čbŽõ╚ļ┴ó¾wā”(ch©│)ĮzÄņ(k©┤)ĪŻįō³c(di©Żn)║¾└m(x©┤)╣żą“ąĶę¬ŲĘ┼Ųą“┴ąū„×ķūR(sh©¬)äeĘ¹Ż¼▀@╩Ūę“?y©żn)ķį┌ųŲĮzŠĆ╔ŽĮø(j©®ng)│Ż│÷¼F(xi©żn)╗ņ┼·¼F(xi©żn)Ž¾Ż¼╝┤ČÓéĆ(g©©)┼·┤╬¤¤╚~ōĮ┼õą╬│╔ą┬┼·┤╬¤¤╚~Ż¼ČÓéĆ(g©©)┼·┤╬¤¤Įz╗ņ║Ž│╔ÄūéĆ(g©©)┼·┤╬¤¤ĮzŻ¼Ųõā×(y©Łu)³c(di©Żn)į┌ė┌╝╚┐╔į┌ĻP(gu©Īn)µI╣ż╦ć³c(di©Żn)Ė∙ō■(j©┤)▓╗═¼─ŻēK¤¤╚~Ą─╠žąį▀M(j©¼n)ąąĘųĮM╝ė╣żŻ¼ėų┐╔į┌Ųõ╦¹╣ż╦ć³c(di©Żn)▀M(j©¼n)ąą┼·┤╬╗ņ║Ž║¾╝ė╣żŻ¼Å─Č°╠ß╔²▓╗═¼─ŻēK¤¤╚~Ą─╝ė╣żŲĘ┘|(zh©¼)Ż¼▓ó£p╔┘═¼ę╗éĆ(g©©)ŲĘ┼ŲŽĄ┴ąųą▓╗═¼─ŻēK¤¤╚~┼·┤╬ķgĄ─ā╚(n©©i)į┌ŲĘ┘|(zh©¼)▓Ņ«ÉŻ¼ūŅĮK═©▀^(gu©░)š{(di©żo)ŽŃ╣ż╦ć╠Ä└Ē(ųĖ═¼ę╗éĆ(g©©)ŲĘ┼ŲŽĄ┴ąī”(du©¼)æ¬(y©®ng)įć“×(y©żn)║¾┤_Č©▀m║ŽĄ─ŽŃ┴Ž)─ŻēKķgĄ─╬óąĪ▓Ņ«ÉŻ¼Å─Č°▀_(d©ó)ĄĮ═¼ę╗ŽĄ┴ą¤¤Įzā╚(n©©i)į┌ŲĘ┘|(zh©¼)Ą─ę╗ų┬ąįĪŻ╚ńłD2╦∙╩ŠŻ¼╗ņ║Ž┼·┤╬ėą3ĘNŪķørŻ║ó┘║Ž┼·Ż¼╩Ūīó2éĆ(g©©)┼·┤╬Ą─╬’┴Ž╗ņ║Ž│╔ę╗éĆ(g©©)┼·┤╬Ą─╬’┴ŽŻ╗ó┌Ęų┼·Ż¼╩Ūīóę╗éĆ(g©©)┼·┤╬Ą─╬’┴ŽĘų×ķ2éĆ(g©©)┼·┤╬Ą─╬’┴ŽęįØMūŃ║¾└m(x©┤)╝ė╣żę¬Ū¾Ż╗ó█▓┼·Ż¼╩ŪīóČÓė┌ę╗éĆ(g©©)Ą─┼·┤╬╬’┴Ž╗ņ║Ž║¾ą╬│╔ČÓė┌ę╗éĆ(g©©)┼·┤╬Ą─╬’┴ŽŻ¼ęįØMūŃ║¾└m(x©┤)╝ė╣żę¬Ū¾ĪŻ
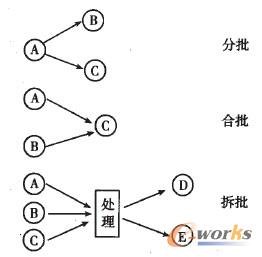
łD2 ╗ņ║Ž┼·┤╬╩ŠęŌłD
2.3 ╬’┴„┼·┤╬╣▄└Ē
╬’┴„Ų¼ģ^(q©▒)Žõ╩Įā”(ch©│)Įz┴óÄņ(k©┤)Ą─▌d¾w╩Ūā”(ch©│)ĮzŽõ╝░╣®Įzš±▒PŻ¼įō╠ÄĄ─┼·┤╬╣▄└Ē┐╝æ]Ą─╩ŪÅ─ĮzŠĆĄ─╗ņ║ŽĮz╣±ĄĮŽõūėĄ─ę╗ī”(du©¼)ČÓĻP(gu©Īn)ŽĄĪóŽõūėĄĮš±▒PĄ─ČÓī”(du©¼)ę╗ĻP(gu©Īn)ŽĄŻ¼ęį╝░š±▒PĄĮÖC(j©®)┼_(t©ói)Ą─ę╗ī”(du©¼)ČÓĻP(gu©Īn)ŽĄĪŻĖ∙ō■(j©┤)ĻP(gu©Īn)ŽĄöĄ(sh©┤)ō■(j©┤)Äņ(k©┤)└ĒšōųąĄ─ĻP(gu©Īn)ŽĄī┘ąį┐╔Ą├ĄĮŻ║╗ņ║ŽĮz╣±ī┘ąį(¤¤Įz┼·┤╬╠¢(h©żo)Īó┼Ų╠¢(h©żo)Ą╚)ĪóŽõūėī┘ąį(Žõūė╠¢(h©żo)Īó¤¤Įz┼·┤╬╠¢(h©żo)Īó┤µā”(ch©│)Ģr(sh©¬)ķgĄ╚)║═š±▒Pī┘ąį(š±▒P╠¢(h©żo)ĪóŽõūė╠¢(h©żo)ĪóÖC(j©®)┼_(t©ói)╠¢(h©żo)Ą╚)Ż¼└¹ė├▀@ą®Č■ŠS▒ĒĄ─┤a╝░═Ō┤a┐╔ęįīóÖC(j©®)┼_(t©ói)┼cš±▒PĪóŽõūėĪó╗ņ║ŽĮz╣±Ą─┼·┤╬┬ō(li©ón)ŽĄŲüĒ(l©ói)ĪŻ
2.4 ŠĒ░³┼·┤╬╣▄└Ē
ŠĒ░³┼·┤╬Č©┴x×ķę╗éĆ(g©©)ÖC(j©®)┼_(t©ói)ę╗éĆ(g©©)░ÓĮM8h╔·«a(ch©Żn)┴┐ū„×ķę╗éĆ(g©©)┼·┤╬ĪŻį┌╣®ĮzĢr(sh©¬)Č╝╩Ū░┤═¼ŲĘ┼ŲĄ─öĄ(sh©┤)Žõ¤¤Įz╣®Įoę╗┼_(t©ói)╬╣ĮzÖC(j©®)Ż¼ī┘ė┌ČÓī”(du©¼)ę╗ĻP(gu©Īn)ŽĄŻ╗Č°ę╗┼_(t©ói)╬╣ĮzÖC(j©®)ėąČÓéĆ(g©©)Ħ’L(f©źng)╣▄Ą─╣®Įzš±▒PŻ¼├┐éĆ(g©©)š±▒Pī”(du©¼)æ¬(y©®ng)ę╗┼_(t©ói)ŠĒĮė░³ÖC(j©®)ĮMŻ¼Š═ŽÓ«ö(d©Īng)ė┌ę╗┼_(t©ói)╬╣ĮzÖC(j©®)ī”(du©¼)æ¬(y©®ng)ČÓ┼_(t©ói)ŠĒĮė░³įO(sh©©)éõŻ¼ī┘ė┌ę╗ī”(du©¼)ČÓĻP(gu©Īn)ŽĄĪŻę“┤╦┐╔ęįį┌├┐░³¤¤Ą─¤¤ś╦(bi©Īo)╔Ž▓╔ė├ļ[ą╬ćŖ┤a╝╝ąg(sh©┤)ėøõøŠĒĮė░³ÖC(j©®)ĮMÖC(j©®)┼_(t©ói)╠¢(h©żo)Īó░Ó┤╬╠¢(h©żo)Īó╣®Įzš±▒P╠¢(h©żo)Īó╣®Įzš±▒PĄ─╣®ĮzĢr(sh©¬)ķgĄ╚ą┼ŽóŻ¼═©▀^(gu©░)įōćŖ┤aą┼Žó┐╔ęįīóÖC(j©®)┼_(t©ói)ą┼Žó┼c╣®Įzš±▒Pą┼ŽóŽÓŃĢĮėŻ¼Č°╣®Įzš±▒Pą┼Žó┐╔ęį═©▀^(gu©░)╣▄└ĒŽĄĮy(t©»ng)┼cŽõ╩Įā”(ch©│)Įz┴óÄņ(k©┤)ųą╠ß╣®╣®Įz╚╬äš(w©┤)Ą─ā”(ch©│)ĮzŽõą┼ŽóŽÓŃĢĮėŻ¼Å─Č°īŹ(sh©¬)¼F(xi©żn)ŠĒ░³┼·┤╬┼cųŲĮz┼·┤╬Ą─ŃĢĮėĪŻ
2.5 ųŲĮzĪó╬’┴„║═ŠĒ░³┼·┤╬Ą─ŃĢĮė
ųŲĮzŠĆĄ─ĮKĮY(ji©”)³c(di©Żn)╩Ūā”(ch©│)Įz╣±Ż¼├┐éĆ(g©©)ā”(ch©│)Įz╣±«ö(d©Īng)Ū░ī”(du©¼)æ¬(y©®ng)Ą─┼·┤╬ĪóŲĘ┼Ų╠¢(h©żo)╩Ū╬©ę╗Ą─Ż¼ę“┤╦ā”(ch©│)Įz╣±ī┘ąį×ķ┼·┤╬ĪóŲĘ┼Ų╠¢(h©żo)Īó═Ļ│╔╚ļ╣±Ģr(sh©¬)ķgĄ╚Ż╗ųŲĮzŠĆ┼c╬’┴„Žõ╩Įā”(ch©│)ĮzÄņ(k©┤)Ą─▀BĮė³c(di©Żn)╩ŪčbŽõ╚ļÄņ(k©┤)Ż¼░┤ššę╗éĆ(g©©)┼·┤╬(ę╗╣±¤¤Įz)▀M(j©¼n)ąąčbŽõ╚ļÄņ(k©┤)Ż¼ę“┤╦įō┼·┤╬ī┘ąį×ķ┼·┤╬╠¢(h©żo)ĪóŲĘ┼Ų╠¢(h©żo)ĪóŽõūė╠¢(h©żo)Īó╚ļÄņ(k©┤)Ģr(sh©¬)ķgĪóąĶ┤µā”(ch©│)Ģr(sh©¬)ķgĄ╚Ż╗ā╔š▀═©▀^(gu©░)┼·┤╬╠¢(h©żo)║═ŲĘ┼Ų╠¢(h©żo)▀M(j©¼n)ąą▀BĮėŻ¼╬’┴„Ų³c(di©Żn)×ķčbŽõšŠŻ¼ĮKĮY(ji©”)³c(di©Żn)×ķ╣®Įzš±▒PŻ¼ĄĮ▀_(d©ó)╣®Įzš±▒PĢr(sh©¬)Ą─▒Ēī┘ąį×ķ┼·┤╬╠¢(h©żo)ĪóŲĘ┼Ų╠¢(h©żo)ĪóŽõūė╠¢(h©żo)Īó╬╣ĮzÖC(j©®)╠¢(h©żo)Īó╣®ĮzĢr(sh©¬)ķgĪó╣®Įz═Ļ│╔Ģr(sh©¬)ķgĄ╚Ż╗ĄĮ▀_(d©ó)ŠĒ░³ŠĆÖC(j©®)┼_(t©ói)Ģr(sh©¬)Ą─▒Ēī┘ąį×ķŲĘ┼Ų╠¢(h©żo)Īó╬╣ĮzÖC(j©®)╠¢(h©żo)ĪóÖC(j©®)┼_(t©ói)╠¢(h©żo)Īó╔·«a(ch©Żn)Ģr(sh©¬)ķgĄ╚ĪŻā╔Åł▒Ē═©▀^(gu©░)ŲĘ┼Ų╠¢(h©żo)Īó╬╣ĮzÖC(j©®)╠¢(h©żo)Īó╣®ĮzĢr(sh©¬)ķgĪó═Ļ│╔Ģr(sh©¬)ķgĪó╔·«a(ch©Żn)Ģr(sh©¬)ķg(╣®ĮzĢr(sh©¬)ķg<╔·«a(ch©Żn)Ģr(sh©¬)ķg<╣®Įz═Ļ│╔Ģr(sh©¬)ķg)ū„×ķ▓ķįā▀BĮė³c(di©Żn)Ż¼═©▀^(gu©░)▀@ą®▒Ē┐╔ęį▀M(j©¼n)ąą┼·┤╬ūĘ╦▌Ż¼ęŖłD3ĪŻSQL ServerŻ¼OracleĄ╚öĄ(sh©┤)ō■(j©┤)Äņ(k©┤)▄ø╝■Č╝┐╔ęį╠ß╣®╣”─▄ÅŖ(qi©óng)┤¾Ą─Č■ŠS▒Ē▓┘ū„Ż¼ę“┤╦═©▀^(gu©░)Į©┴óĻP(gu©Īn)ŽĄöĄ(sh©┤)ō■(j©┤)Äņ(k©┤)Ż¼┐╔ęįī”(du©¼)š¹éĆ(g©©)╔·«a(ch©Żn)▀^(gu©░)│╠▀M(j©¼n)ąą┼·┤╬Ė·█Ö║═ūĘ╦▌ĪŻ
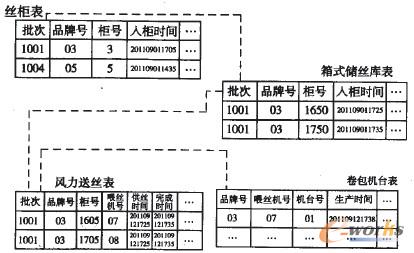
łD3 ųŲĮzĪó╬’┴„║═ŠĒ░³┼·┤╬ĻP(gu©Īn)┬ō(li©ón)╩ŠęŌłD
3 ╗∙ė┌śõą╬ĮY(ji©”)śŗ(g©░u)Ą─┼·┤╬ūÕŽĄĄ─Į©┴ó
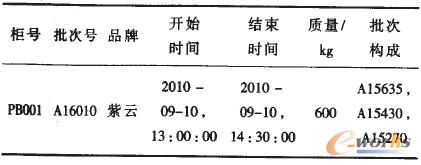
į┌┤╦▓╗ėæšō┼·┤╬╠¢(h©żo)Ą─ŠÄ┤aęÄ(gu©®)ätŻ¼╝┘Č©┼·┤╬╠¢(h©żo)ęč▀M(j©¼n)ąą┴╦╬©ę╗Ą─ŠÄ┤aĪŻé„Įy(t©»ng)╔·«a(ch©Żn)┴„│╠ęįŲĘ┼Ų×ķ─Ż╩ĮĄ─┼·┤╬╣▄└ĒųąŻ¼ūŅĮKā”(ch©│)Įz╣±ųąĄ─¤¤Įzė╔ČÓéĆ(g©©)¤¤╚~┼·┤╬Īó╠ŪŽŃ┴Ž┼·┤╬śŗ(g©░u)│╔Ż¼┼·┤╬ų«ķgų╗╩Ū║å(ji©Żn)å╬Ą─ę╗ī”(du©¼)ČÓĻP(gu©Īn)ŽĄŻ¼ę“┤╦┐╔ęį▓╔ė├śõą╬ĮY(ji©”)śŗ(g©░u)Į©┴ó┼·┤╬ķgĄ─ūÕŽĄĪŻśõą╬ĮY(ji©”)śŗ(g©░u)╩Ūėŗ(j©¼)╦ŃÖC(j©®)öĄ(sh©┤)ō■(j©┤)ĮY(ji©”)śŗ(g©░u)ųąĄ─ę╗ĘN╗∙▒ŠĮY(ji©”)śŗ(g©░u)Ż¼─▄ėąą¦▒Ēš„┼·┤╬ų«ķgĄ─ę╗ī”(du©¼)ČÓĻP(gu©Īn)ŽĄŻ¼ęŖłD4ĪŻśõą╬ĮY(ji©”)śŗ(g©░u)├Ķ╩÷Ą─╩Ū┼·┤╬ų«ķgĄ─▀ē▌ŗĻP(gu©Īn)ŽĄŻ¼┐╔ęį║å(ji©Żn)å╬ėąą¦Ąžį┌ėŗ(j©¼)╦ŃÖC(j©®)ųąīŹ(sh©¬)¼F(xi©żn)ī”(du©¼)ĻP(gu©Īn)ŽĄĄ─▒Ē╩Š(┤µā”(ch©│)ĮY(ji©”)śŗ(g©░u))║═▓┘ū„ĪŻį┌įō╝ė╣ż³c(di©Żn)╔Ž├┐éĆ(g©©)┼·┤╬╠¢(h©żo)ī”(du©¼)æ¬(y©®ng)ę╗Åł┼·┤╬ą┼Žó▒ĒųąĄ─ę╗ŚlėøõøŻ¼ęŖ▒Ē1ĪŻ═©▀^(gu©░)įōČ■ŠS▒ĒĄ─ī┘ąįĻP(gu©Īn)ŽĄ┐╔ęį┤_Č©┤aŻ¼Å─Č°═©▀^(gu©░)┤aī”(du©¼)įō▒Ē▀M(j©¼n)ąą▓┘ū„ĪŻ
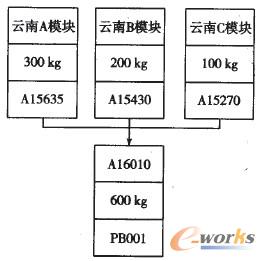
łD4 śõą╬ĮY(ji©”)śŗ(g©░u)Ą─┼·┤╬ūÕŽĄ
▒Ē1 ┼·┤╬ą┼Žó
4 ╗∙ė┌ėąŽ“łDĄ─ŠĒ¤¤╔·«a(ch©Żn)┼·┤╬Ė·█ÖūVŽĄĄ─Į©┴ó
ė╔ė┌ĘųĮM╝ė╣żĄ─┼·┤╬╣▄└ĒųąĢ■(hu©¼)│÷¼F(xi©żn)║Ž┼·ĪóĘų┼·Īó▓┼·Ą╚╗ņ┼·¼F(xi©żn)Ž¾Ż¼Č°▓┼·ī┘ė┌ČÓī”(du©¼)ČÓĻP(gu©Īn)ŽĄŻ¼śõą╬ĮY(ji©”)śŗ(g©░u)▓╗─▄▒Ēš„ČÓī”(du©¼)ČÓĻP(gu©Īn)ŽĄŻ¼ę“┤╦▓╗─▄▓╔ė├śõą╬ĮY(ji©”)śŗ(g©░u)Į©┴ó╔·«a(ch©Żn)┼·┤╬Ė·█ÖūVŽĄŻ¼▒žĒÜĮ©┴óŽÓæ¬(y©®ng)Ą─öĄ(sh©┤)īW(xu©”)─Żą═Ż¼ęį▒Ńė┌ėŗ(j©¼)╦ŃÖC(j©®)╠Ä└ĒĪŻ
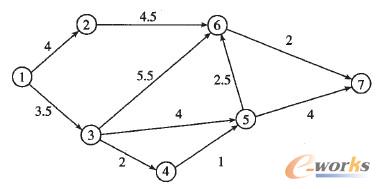
ėŗ(j©¼)╦ŃÖC(j©®)öĄ(sh©┤)ō■(j©┤)ĮY(ji©”)śŗ(g©░u)ųą═©│Ż▓╔ė├łDĀŅĮY(ji©”)śŗ(g©░u)▒Ēš„į¬╦žų«ķg┤µį┌Ą─ČÓī”(du©¼)ČÓĻP(gu©Īn)ŽĄŻ¼ę“┤╦▓╔ė├ėąŽ“łDĮY(ji©”)śŗ(g©░u)Į©┴ó╔·«a(ch©Żn)┼·┤╬Ė·█ÖūVŽĄŻ¼ęŖłD5ĪŻłDųąļp╚”×ķūŅĮK┼·┤╬Ż¼═©▀^(gu©░)ī”(du©¼)ėąŽ“łDĄ─▒ķÜv(╔ŅČ╚ā×(y©Łu)Ž╚╦č╦„╗“ÅVČ╚ā×(y©Łu)Ž╚╦č╦„)Ą├ĄĮłDųą┼·┤╬11ĮY(ji©”)³c(di©Żn)ė╔──ą®ĮY(ji©”)³c(di©Żn)┼·┤╬śŗ(g©░u)│╔Ż¼Å─Č°┐╔ęįūĘ╦▌ĄĮš¹éĆ(g©©)╔·«a(ch©Żn)┼·┤╬Ą─ūVŽĄūÕĪŻ
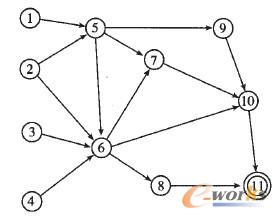
łD5 ėąŽ“łDĮY(ji©”)śŗ(g©░u)Ą─┼·┤╬ūÕŽĄ
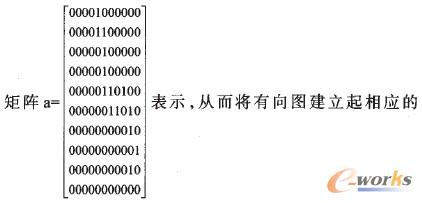
įōėąŽ“łDųą╚ń╣¹ā╔éĆ(g©©)ĮY(ji©”)³c(di©Żn)ėąėąŽ“▀ģŽÓ▀B(└²╚ńó┘Ī¬ó▌)Ż¼ätėøõø×ķ1Ż¼Ę±ät×ķ0Ż¼ę“┤╦ėąŽ“łD5┐╔ęįė├
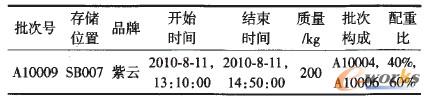
öĄ(sh©┤)īW(xu©”)─Żą═Ż¼įōöĄ(sh©┤)ō■(j©┤)ĮY(ji©”)śŗ(g©░u)▒Ńė┌į┌ėŗ(j©¼)╦ŃÖC(j©®)ųą▒Ē╩ŠĪŻ└²╚ńėąŽ“łD5ųą11╠¢(h©żo)ĮY(ji©”)³c(di©Żn)▒Ē╩Š┼·┤╬╠¢(h©żo)×ķ11Ą─╬’┴ŽŻ¼ė╔óÓĪóóßā╔éĆ(g©©)┼·┤╬╗ņ║ŽČ°│╔Ż¼ŲõŽÓæ¬(y©®ng)ą┼ŽóŪķøręŖ▒Ē2ĪŻ═©▀^(gu©░)įōČ■ŠS▒ĒĄ─ī┘ąįĻP(gu©Īn)ŽĄ┐╔ęį┤_Č©┤aŻ¼Å─Č°═©▀^(gu©░)┤aī”(du©¼)įō▒Ē▀M(j©¼n)ąąöĄ(sh©┤)ō■(j©┤)▓┘ū„ĪŻ
▒Ē2 ┼·┤╬╠¢(h©żo)×ķ11Ą─╬’┴Žą┼Žó
ėąŽ“łDę▓┐╔æ¬(y©®ng)ė├ė┌īżšęūŅā×(y©Łu)╝ė╣żŠĆ┬ĘĪŻė╔ė┌Ė„─ŻēK╝ė╣żĢr(sh©¬)ķgĪó┤µā”(ch©│)Ģr(sh©¬)ķg▓╗═¼Ż¼į┌ųŲĮzŠĆöĄ(sh©┤)┴┐ėąŽ▐Ą─ŪķørŽ┬Ż¼į┌Ū░Ų┌╝ė╣żĢr(sh©¬)īżšęūŅā×(y©Łu)╝ė╣ż┬ĘÅĮŻ¼┐╔ęįā×(y©Łu)╗»ōĮ┼õŪ░Ą─š¹éĆ(g©©)╝ė╣ż┬ĘÅĮŻ¼šę│÷╝ė╣żĢr(sh©¬)ķgČ╠Ūę┤µā”(ch©│)Ģr(sh©¬)ķgķL(zh©Żng)Ą──ŻēKŻ¼╣Ø(ji©”)╝s╝ė╣żĢr(sh©¬)ķgŻ¼▒▄├Ōę“ŽÓ╗źĄ╚┤²ī¦(d©Żo)ų┬╔·«a(ch©Żn)Ģr(sh©¬)ķg▀^(gu©░)ķL(zh©Żng)Ż¼Å─Č°╠ßĖ▀╝ė╣żą¦┬╩ĪŻŲõöĄ(sh©┤)īW(xu©”)─Żą═Š═╩ŪīżšęĻP(gu©Īn)µI┬ĘÅĮå¢(w©©n)Ņ}Ż¼ī”(du©¼)ėąŽ“łDĄ─ėąŽ“▀ģ┘xėĶÖÓ(qu©ón)ųĄŻ¼╚ń╝ė╣żĢr(sh©¬)ķg(╔·«a(ch©Żn)Ģr(sh©¬)ķg+┤µā”(ch©│)Ģr(sh©¬)ķg)Ż¼┐╔ęįšę│÷ĻP(gu©Īn)µI┬ĘÅĮŻ¼ā×(y©Łu)╗»╔·«a(ch©Żn)╣żą“Ż¼═¼Ģr(sh©¬)▀Ćę¬┐╝æ]įO(sh©©)éõ╩Ūʱ┐šķeĄ╚ę“╦žĪŻī”(du©¼)ĦÖÓ(qu©ón)ųĄĄ─ėąŽ“łD▀M(j©¼n)ąąīżšęūŅ╝č┬ĘÅĮå¢(w©©n)Ņ}Ż¼▒Š╬─āHī”(du©¼)ųŲĮz╔·«a(ch©Żn)ŠĆ▀M(j©¼n)ąąėæšōŻ¼╬’┴„ĪóŠĒ░³╣żą“Š∙▓╗┤µį┌─ŻēK╝ė╣ż╝░┼·┤╬╗ņ║ŽŪķørŻ¼ę“┤╦▓╗┤µį┌īżšęūŅ╝č┬ĘÅĮå¢(w©©n)Ņ}ĪŻ
ŠžĻćųąŻ¼╚ń╣¹ėą╗Ī
łD6 ĦÖÓ(qu©ón)ųĄėąŽ“łD
5 ĮY(ji©”)šZ(y©│)
╚½┼õĘĮ╝ė╣żųąĄ─śõą═ĮY(ji©”)śŗ(g©░u)▓╗─▄▒Ēš„ĘųĮM╝ė╣żųą┼·┤╬ų«ķgĄ─ČÓī”(du©¼)ČÓĻP(gu©Īn)ŽĄŻ¼ę“┤╦▓╗─▄ė├ŲõĮ©┴óĘųĮM╝ė╣żųąĄ─┼·┤╬Ė·█ÖūVŽĄĪŻČ°ėąŽ“łD┐╔ęį▒Ēš„Ė³Å═(f©┤)ļsĄ─ĻP(gu©Īn)ŽĄŻ¼╠žäe╩ŪČÓī”(du©¼)ČÓĄ─öĄ(sh©┤)ō■(j©┤)ĻP(gu©Īn)ŽĄĪŻ═©▀^(gu©░)ī”(du©¼)ĘųĮM╝ė╣żųą┼·┤╬╣▄└Ē▀M(j©¼n)ąąĘų╬÷║═蹊┐░l(f©Ī)¼F(xi©żn)┼·┤╬ų«ķgČÓ╩ŪČÓī”(du©¼)ČÓĻP(gu©Īn)ŽĄŻ¼ę“┤╦╠ß│÷▓ó▓╔ė├ėąŽ“łDĮ©┴ó┼·┤╬╣▄└ĒĖ·█ÖūVŽĄŻ¼┐╔ęį▌^║├Ąž▒Ēš„ŠĒ¤¤╔·«a(ch©Żn)ĘųĮM╝ė╣żųąÅ═(f©┤)ļs┼·┤╬ų«ķgĄ─ŽÓ╗źĻP(gu©Īn)ŽĄŻ¼×ķÅ═(f©┤)ļs┼·┤╬ĻP(gu©Īn)ŽĄŽ┬Ė·█ÖūVŽĄĄ─Į©┴ó╠ß╣®┴╦ę╗ĘNą┬ĘĮĘ©ĪŻ═©▀^(gu©░)ėŗ(j©¼)╦ŃÖC(j©®)─ŻöMŻ¼ėąŽ“łD┐╔ęįĮŌøQĘųĮM╝ė╣żųą┼·┤╬ų«ķgČÓī”(du©¼)ČÓĻP(gu©Īn)ŽĄŻ¼▀M(j©¼n)Č°Į©┴óŲĘųĮM╝ė╣żųąÅ═(f©┤)ļs┼·┤╬ų«ķgĄ─Ė·█ÖūVŽĄŻ¼Å─Č°×ķŠĒ¤¤Ų¾śI(y©©)MESŽĄĮy(t©»ng)Ą─Š▀¾wīŹ(sh©¬)╩®╠ß╣®Ä═ų·Ż¼×ķ┼·┤╬╣▄└Ē║═«a(ch©Żn)ŲĘūĘ╦▌╠ß╣®ėąą¦ą┼ŽóĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_(t©ói)╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.kaqidy.com/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║╗∙ė┌ėąŽ“łDĄ─ŠĒ¤¤╔·«a(ch©Żn)┼·┤╬Ė·█ÖūVŽĄĄ─Į©┴ó
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.kaqidy.com/html/solutions/1401937721.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I")
æ(zh©żn)┬į║Žū„")